







Неподвижная опора для систем горячего водоснабжения: возможность монтажа сантехнических систем на любом этапе готовности узлов прохода (шахт) в монолитных перекрытиях
Fixed Support for Hot Water Supply Systems: possibility of installing plumbing systems at any stage of readiness of passage (shaft) units in monolithic floor slabs
E. V. Mamleeva, Chief Specialist of Engineering Department of Design-Technological Institute OOO “A-Project.k”, OOO “PSF KROST”, Individual Member of NP ABOK
Keywords: vertical riser, shaft, compensator, fixed support, total load on support
For successful implementation of any construction facility a developer should provide for unity of two processes: project development and quality installation of any element at construction sections.
Improvement of this unity gives birth to rational ideas, optimization of construction units design process and their implementation in construction facilities. This process leads to economically feasible complex solutions – this is what will protect from time and economic costs arising from the realities of modern construction.
Для успешной реализации любого объекта строительства застройщику важно организовать единство двух процессов: создания проекта и качественного монтажа любого из элементов на участках строительства. В ходе совершенствования этого единства рождаются рациональные идеи, оптимизируются процессы проектирования строительных узлов и их реализации на объектах. Появляются экономически выверенные комплексные решения – то, что призвано защитить от временных и экономических издержек, обусловленных реалиями современного строительства.
Неподвижная опора для систем горячего водоснабжения: возможность монтажа сантехнических систем на любом этапе готовности узлов прохода (шахт) в монолитных перекрытиях
Для успешной реализации любого объекта строительства застройщику важно организовать единство двух процессов: создания проекта и качественного монтажа любого из элементов на участках строительства.
В ходе совершенствования этого единства рождаются рациональные идеи, оптимизируются процессы проектирования строительных узлов и их реализации на объектах. Появляются экономически выверенные комплексные решения – то, что призвано защитить от временных и экономических издержек, обусловленных реалиями современного строительства. Новые идеи дают возможность своевременно реализовывать любые решения – как типовые, так и самые амбициозные индивидуальные, – отвечающие техническим условиям и требованиям безопасности, в том числе на объектах высотного строительства.

На стройке многоквартирных домов зачастую возникает проблема соблюдения последовательности строительно-монтажных работ, включая этапы монтажа инженерных систем. Причиной может стать опережение сроков поставки материалов инженерного обеспечения и необходимость непрерывного ведения монтажа сантехнических систем в условиях неготовности или отставания в сроках выполнения строительных работ, а именно – задержки монолитных, отделочных работ по обустройству узлов проходки стояков (монтаж гильз и монолитная заделка больших отверстий-шахт, конструктивно заложенных на этапе возведения здания).
Остановимся на системе водоснабжения. Для многоэтажных жилых домов система водоснабжения требует гидравлического деления на зоны по высоте. Как правило, стояки каждой из зон прокладываются параллельно в шахтах поквартирных санузлов, кухонь или же в нишах, примыкающих к лестнично-лифтовому узлу. Последние имеют распространение в высотном строительстве с учетом удобного доступа для обслуживания и ремонта коммуникаций в шахте межквартирного коридора.
В инженерные решения по системам горячего водоснабжения (как и во все системы теплоснабжения зданий) входят разработки по компенсации тепловых удлинений трубопроводов: стальные стояки ГВС оборудуются сильфонными компенсаторами, требующими оснащения креплениями, включая неподвижные опоры. Неподвижные опоры должны выдерживать суммарную нагрузку от распорного осевого усилия сильфонного компенсатора, веса трубопровода с теплоносителем, веса изоляции, трубопроводной арматуры и других элементов системы.
Кроме того, в условиях высотного строительства может потребоваться установка компенсаторов и неподвижных опор и на систему холодного водоснабжения (из расчета монтажа в теплое время года – на сжатие металла трубопровода). Возможно использование неподвижных опор в системах ливневой канализации из оцинкованных труб большого диаметра (DN ≥100).
Монтаж систем водоснабжения необходимо вести согласно требованиям СП 73.13330 с условием выполнения бессварного воздействия на применяемые оцинкованные трубопроводы – стальные водогазопроводные (по ГОСТ 3262-75) или бесшовные (по ГОСТ 8732-78). Возможно применение стояков из коррозионно-стойкой нержавеющей стали, что является исключением из общепринятого подхода при массовом строительстве жилых многоквартирных домов1.
Вот тут инженер, проектирующий системы внутреннего водоснабжения многоэтажного здания, и сталкивается с вопросом, как неподвижно закрепить вертикальный трубопровод – стальной оцинкованный стояк горячего водоснабжения (ГВС), при этом удовлетворить все нормативные требования к системе и одновременно учесть специфику организации строительного процесса с учетом оптимизации монтажа и применяемых при этом материалов.
На рынке строительной индустрии имеется ряд решений производителей неподвижного крепления для оцинкованных стояков. Однако при монтаже труб на этапе строительства, когда имеется большое количество открытых конструктивных отверстий в монолитных конструкциях, замоноличивание которых предполагает «сдвижку по времени», применение имеющихся решений становится невозможным.
Индустриально выпускаемые неподвижные крепления в межэтажном перекрытии ограничивают перемещение трубы за счет жесткой фиксации рабочих опорных пластин-фланцев к трубе и гильзе, что не защищает оцинкованный трубопровод от приварных элементов креплений (пусть даже на внешней стороне трубы). Кроме того, что важно, использование перечисленных опор предполагает обязательное наличие подготовленного узла прохода (наличие стальных гильз в бетонной заделке отверстия в монолите), поскольку опирание происходит на плоскости фланцев с двух сторон этажного перекрытия.
С учетом вышеизложенного возникла идея разработать модель неподвижной опоры для использования на объектах Концерна «КРОСТ». Предстояло решить задачу по созданию универсального монтажного узла, который состоял бы из элементов заводской готовности, способствовал сокращению сроков монтажных работ и исключению простоев рабочих бригад, монтирующих сантехнические системы, независимо от стадии заделки монтажного проема в перекрытии.
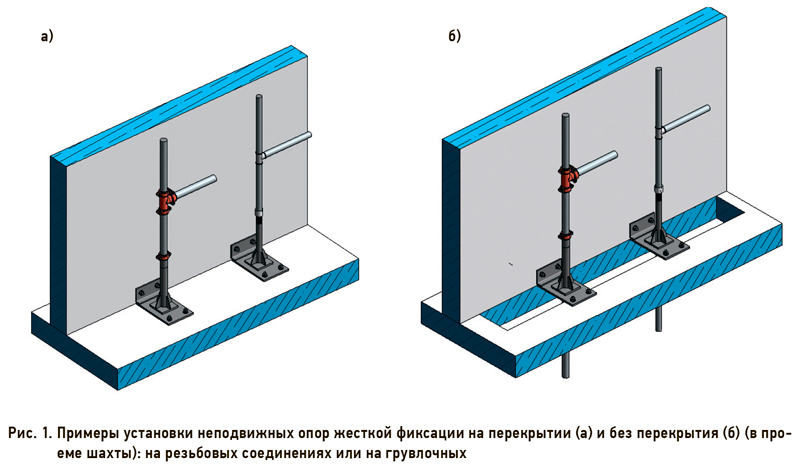
Как правило, на всех объектах конструктивное решение предполагает наличие большого отверстия в перекрытии под шахту, граничащую с лифтовым холлом межквартирного коридора (рис. 1).
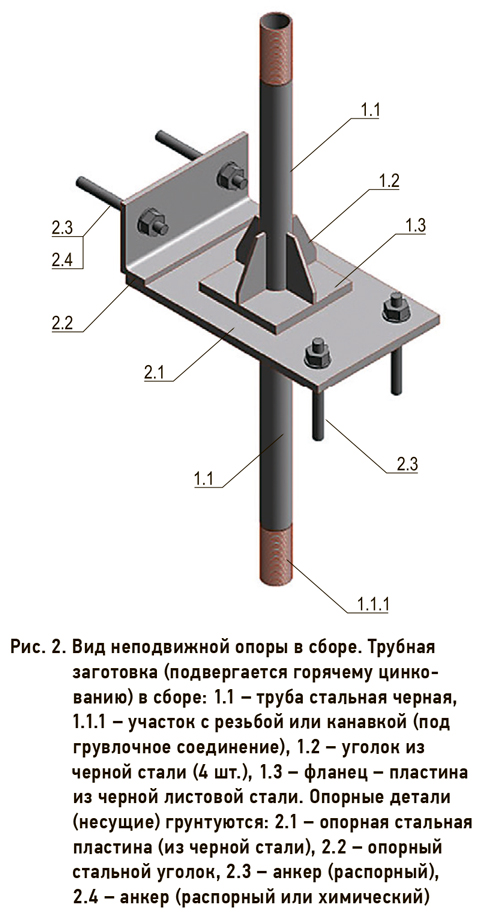
Конструктивно неподвижная опора включает трубную заготовку и опорные детали (рис. 2). Готовое оцинкованное изделие трубной заготовки крепится по месту на опорные детали сваркой. Опорные детали, в свою очередь, крепятся анкерами к строительным конструкциям в двух плоскостях (вертикальной и горизонтальной), что обеспечивает двухплоскостную жесткость крепления.
Комплектность опорных деталей позволяет по месту мобильно регулировать размещение неподвижной опоры относительно стены крепления с учетом привязки стояка. Стальная пластина имеет регулируемую длину (в зависимости от ширины отверстия в монолите).
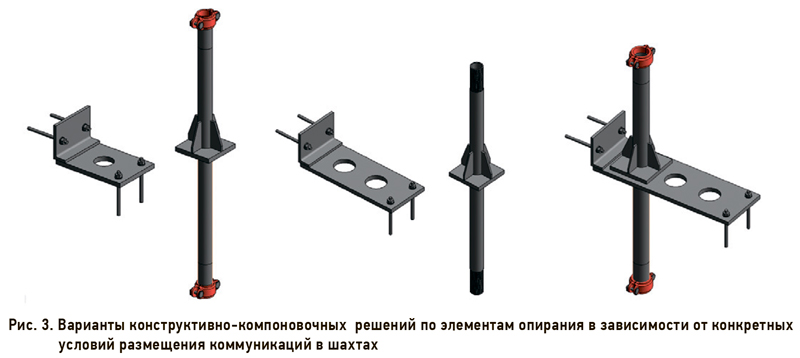
В зависимости от параметров сети с учетом высоты здания для стояков конструктивно проработаны варианты возможных компоновочных исполнений опорных пластин, а также расчетные толщины используемого листового металла и труб. Решения представленных на рис. 3 вариантов предполагают модификации под индивидуальные условия монтажа.
Трубная заготовка производится как готовый трубный элемент системы с приваренным в условиях заводской полуавтоматической сварки в среде углекислого газа по ГОСТ 14771-76 опорным фланцем (стальной пластиной из листового материала), соединенным приварными усиливающими «косынками», и подвергается в дальнейшем процессам пескоструйной очистки поверхности и горячего цинкования в заводских условиях (подтвержденная толщина цинкового покрытия при этом – 80 мкм при требуемых ≥30 мкм).
Возможны следующие варианты соединения трубных заготовок неподвижных опор со стояками систем водоснабжения: для труб DN 25–40 – на резьбовых или грувлочных соединениях; для труб DN ≥50 – на грувлочных соединениях.
Монтаж несущих опорных деталей из черных металлоконструкций для фиксирования оцинкованной трубной заготовки в шахте ведется сварным соединением (с учетом технологии сварки для материалов используемых изделий, соединяемых ручной дуговой сваркой по ГОСТ 5264-80) и анкерованием в двух плоскостях, что обеспечивает жестко фиксированное опирание на перекрытие и несущие ограждения шахты по месту установки неподвижной опоры.
Применение анкеров необходимо дифференцировать с учетом материала вертикальной ограждающей конструкции, к которой крепятся опорные детали: распорные (для железобетонной стены) или химические (для кирпичной стены и т. п.).
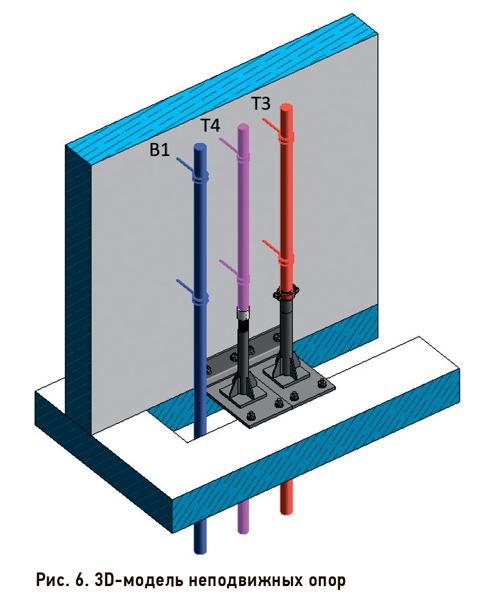
Таким образом, на объектах строительства возможен монтаж универсальных узлов неподвижного крепления вне зависимости от уровня готовности объекта, на любом этапе процесса монтажа систем водоснабжения (рис. 4). Поставка узлов неподвижной опоры с элементами полной заводской готовности позволяет оперативно монтировать и дополнять систему на необходимой проектной отметке по месту независимо от наличия заделки узла проходки монолитного перекрытия с учетом возможных изменений габаритов отверстия.

Трубопровод при этом обеспечен жестко закрепленной опорой как в условиях открытого отверстия пространства шахты (см. рис. 1б) (при этом в любое время возможно осуществить требуемую конструктивную заделку отверстия бригадой отделочников-монолитчиков с установкой гильз и замоноличиванием проходок), так и в условиях подготовленного узла проходки с уже установленной гильзой в монолите (см. рис. 1а). В условиях соблюдения графиков строительства была соблюдена необходимость (как техническая, так и экономическая) реализации идеи над универсальным решением. Конструктив опоры с запасом выдерживает требуемые суммарные нагрузки2, образованные воздействием весовых нагрузок и распорного усилия компенсатора системы ГВС для проведения ПНР.
Собственными силами Концерна «КРОСТ» на заводе МКЗ начато изготовление неподвижных опор для жесткой фиксации стальных оцинкованных трубопроводов. Производство ведется на основе рабочих чертежей по разделу КМ для каждого объекта. Поставка стальных элементов на объект строительства осуществляется комплектом – трубной заготовкой (оцинкованным элементом полной заводской готовности) и опорными деталями (элементами, монтаж которых предполагается «по месту»).
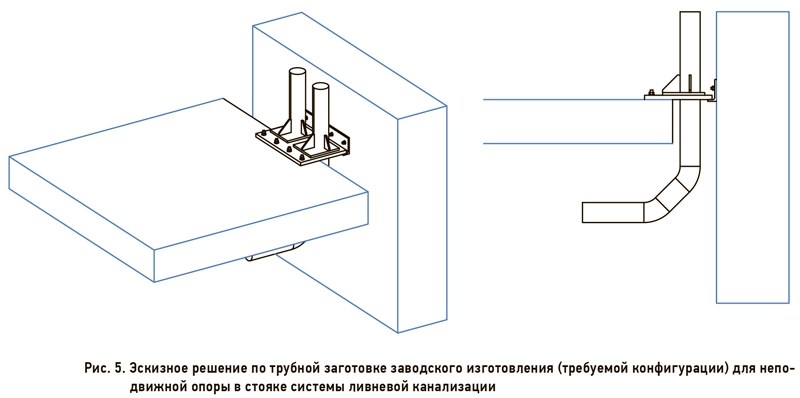
Новизна данной модели неподвижных опор заключается в сочетании собираемых в заводских условиях элементов универсальной геометрической конфигурации из обычного материала (черной стали) с последующей обработкой, формирования конструкции с соблюдением требования устойчивости к коррозии и возможности создания мобильной («по месту») установки опорной конструкции для оцинкованных труб как водоснабжения, так и ливнестоков (см. рис. 5), что способствует увеличению срока безаварийной службы систем в целом.
Единство инженерной идеи и конструктивных решений обеспечило возможность реализации нового, экономически рационального продукта для использования прежде всего на собственных объектах, с перспективой применения на любых объектах гражданского строительства (общественных и жилых многоэтажных зданиях, включая объекты реновации) или промышленных объектах, где требуется неподвижная фиксация трубопроводов к железобетонным ограждениям для опирания на перекрытие.
Комплектность опорных деталей позволяет по месту мобильно регулировать размещение опоры относительно стены крепления с учетом привязки стояка. Использование неподвижных опор дает возможность легко монтировать и демонтировать трубопровод. Бессварные муфтовые соединения обеспечивают легкую сборку трубопровода на любом этапе готовности заделки конструктивных отверстий в перекрытии по принципу конструктора, без применения сварочных работ.
1 Возможно применение нержавеющих труб на сварных соединениях по ГОСТ 16037-80. Типы соединения С17 – для труб 108×4 и 89×4, С2 – для труб 48×3, 60×3 и 76×3 с использованием специальных электродов: сварочной проволоки ESAB OK 61.30 или ОК 61.35 Ø2,5 и 3,2 мм для нержавеющей стали марки 12Х18H10T.
2 Суммарная нагрузка на опору (вес трубы, элементов системы с водой и распорное усилие осевого (сильфонного) компенсатора) принята с учетом наибольшего из расчетных значений с запасом для трубопроводов: DN 50 – 5000 кг (~50 kH), DN 32–40 – не более 4000 кг (~40 kH).

Статья опубликована в журнале “Сантехника” за №4'2021
 pdf версия
pdf версия 


Статьи по теме
- Экспертиза системы горячего водоснабжения в многоэтажном жилом здании
Сантехника №3'2017 - Комментарии к СП 30.13330.2016 «СНиП 2.04.01-85* “Внутренний водопровод и канализация зданий”»
Сантехника №4'2017 - СП 30.13330.2020: комментарии эксперта
Сантехника №4'2021 - Рекомендации по креплению труб
Сантехника №2'2018 - Сложные задачи в закреплении трубопроводов внутренних инженерных систем: проблемы и решения
АВОК №1'2024 - Приоритетные вопросы крепления горизонтальных трубопроводов внутренних инженерных систем
Сантехника №1'2024 - Сильфонные компенсаторы и опоры: от проекта до эксплуатации
АВОК №3'2024


Подписка на журналы



