







Оборотное водоснабжение промышленных предприятий
Современные темпы развития технологий обработки поверхности и нанесения гальванических покрытий далеко не всегда соответствуют развитию технологий очистки сточных вод. Применение явно устаревших технологий и оборудования часто создает помехи строительству очистных сооружений. Например, необходимость встраивания станций очистки сточных вод непосредственно на производственных площадях гальванических цехов заставляет решать вопросы размещения, монтажа и эксплуатации. Поэтому от выбранной технологии зависит не только качество очищенной воды, но и габариты очистных сооружений, затраты на монтаж и эксплуатацию, с учетом объема сточных
Оборотное водоснабжение промышленных предприятий
Современные темпы развития технологий обработки поверхности и нанесения гальванических покрытий далеко не всегда соответствуют развитию технологий очистки сточных вод. Применение явно устаревших технологий и оборудования часто создает помехи строительству очистных сооружений. Например, необходимость встраивания станций очистки сточных вод непосредственно на производственных площадях гальванических цехов заставляет решать вопросы размещения, монтажа и эксплуатации. Поэтому от выбранной технологии зависит не только качество очищенной воды, но и габариты очистных сооружений, затраты на монтаж и эксплуатацию, с учетом объема сточных
Традиционные технологии, использующие отстаивание, электрокоагуляцию и ионообменные фильтры с загрузкой ионообменных смол являются достаточно громоздкими, требуют значительных эксплуатационных затрат на замену стальных и/или алюминиевых анодов, фильтрующих загрузок и их регенерацию, создают вторичное загрязнение воды ионами железа и/или алюминия, элюаты при промывке и регенерации фильтров.
Совершенствование мембранных и флотационных технологий позволяет создать оборудование с минимальными весом и габаритами, простое в монтаже, с возможностью увеличения производительности очистных сооружений благодаря модульности исполнения, минимальными эксплуатационными затратами на расходные материалы и электроэнергию. В технических решениях, реализуемых специалистами РХТУ им. Д. И. Менделеева, используются собственные патенты и авторские свидетельства.
Ниже представлена сводная таблица с физико-химическими показателями качества питьевой воды (СанПиН 2.1.4.1074–01), воды, используемой на операциях промывки деталей в гальваническом производстве (ГОСТ 9.314), и значениями ПДК рыбохозяйственных водоемов, в которые, как правило, осуществляется сброс сточных вод на территории субъектов РФ. Для сравнения приведены усредненные требования к составу сбрасываемых сточных вод в Европейском Союзе [1–4].
| Таблица 1 Физико-химические показатели воды |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Из табл. 1. видно, что очистить сточные воды до нормативных показателей качества питьевой воды или воды, используемой на операциях промывки деталей в гальваническом производстве, гораздо легче, чем до ПДК сброса в водные объекты (исключение составляет лишь Москва). Таким образом, современная экологическая ситуация способствует более широкому внедрению и использованию систем оборотного водоснабжения предприятий на базе технологий, обладающих высоким инновационным потенциалом: мембранных процессов ультрафильтрации и обратного осмоса, флотационных процессов и вакуумного выпаривания.
Технологическая схема замкнутой системы водоснабжения гальванического производства с применением комбинирования электрофлотации, микро-, ультрафильтрации, обратного осмоса и вакуумного выпаривания представлена на рис.1. На первом этапе происходит извлечение дисперсных веществ в электрофлотаторе; на втором этапе происходит микро-, ультрафильтрационная очистка воды от остаточных взвешенных веществ и коллоидов перед подачей на установку обратного осмоса для обессоливания; на третьем этапе происходит упаривание солевого концентрата. Данное техническое решение позволяет получить две категории очищенной воды для повторного использования на операциях промывки деталей (2 кат. по ГОСТ 9.314) и приготовления растворов электролитов (3 кат. по ГОСТ 9.314).
 |
Рисунок 1. Оборотное водоснабжение гальванического производства |
Предлагаемые технические решения характеризуются:
– высоким качеством очищенной – оборотной воды (в соответствии с ГОСТ 9.314);
– возможностью регулирования качества очистки воды (после микро-, ультрафильтрации и/или после обратного осмоса);
– сокращением водопотребления на 90–95%, отсутствием жидких отходов и платы за превышения ПДК сброса в водные объекты;
– малым количеством твердых отходов (влажность получаемого осадка после фильтр-пресса составляет 70 %, после выпарной установки 40 %);
– низкими эксплуатационными затратами (срок службы нерастворимых электродов электрофлотатора – до 10 лет, срок службы мембран – до 5 лет);
– возможностью повышения мощности очистных сооружений за счет модульности исполнения;
– малыми занимаемыми площадями (10–12 м2 площади/1 м3 очищаемой воды в час при двухъярусном размещении оборудования).
Основное оборудование системы оборотного водоснабжения предприятий. Электрофлотатор
Одним из основных технических узлов системы оборотного водоснабжения является электрофлотационный модуль, состоящий из электрофлотатора, блока нерастворимых электродов, пеносборного устройства и энергосберегающего источника питания. Электрофлотатор производительностью 10 м3/ч представлен на рис. 2.
 |
Рисунок 2. Электрофлотатор на ФГУП «Уральский электромеханический завод» (Екатеринбург) |
Работа электрофлотатора основана на процессах выделения электролитических газов при электролизе воды и флотационном эффекте. Модуль может работать как в непрерывном, так и в периодическом режиме. В процессе электрофлотации происходит извлечение из сточных вод комплекса загрязняющих веществ: гидроксидов и фосфатов тяжелых металлов на 95–99 %, взвешенных веществ на 95–99 %, нефтепродуктов на 70–90 %, поверхностно-активных веществ на 50–70 %, в присутствии различных анионов [5].
Электрофлотационное оборудование является достаточно компактным, высокопроизводительным, значительно упрощает технологические схемы очистки воды, процессы управления и эксплуатации сравнительно просто автоматизируются. Весьма позитивным является тот факт, что при электрохимической очистке сточных вод, как правило, не увеличивается анионный (солевой) состав предварительно очищенной воды. При этом значительно снижается количество и влажность образующегося осадка, который легко обезвоживается на недорогих рамных фильтр-прессах отечественного производства [6].
Кроме того, очистка сточных вод методом электрофлотации одновременно сопровождается такими процессами, как снижение концентрации бактерий и микроорганизмов, мутности (NTU) и химического потребления кислорода ХПК (COD). Благодаря этим особенностям процесса снижается нагрузка на установку микро-, ультрафильтрации, что продлевает периоды времени между ее регенерациями и срок службы мембранных элементов.
Последующие микро-, ультрафильтры выполняют функцию промежуточного технологического узла системы оборотного водоснабжения, обеспечивают очистку воды от растворимых высокомолекулярных органических соединений ВМС после электрофлотационной очистки и перед подачей воды на установку обратного осмоса. Микрофильтрация и ультрафильтрация применяются как альтернатива глубинной фильтрации.
Мембраны для микро-, ультрафильтрации наиболее распространены на рынке и являются наименее дорогостоящими. Данные типы мембран изготавливаются из полипропилена, акрилонитрила, нейлона, фторопласта и керамики [6].
| Таблица 2 Сравнение эффективности методов электрофлотации и электрокоагуляции [7] |
|||||||||||||||||||||||||||
|
Установка обратного осмоса (гиперфильтрации)
Установки обратного осмоса обеспечивают возможность очистки воды одновременно от катионов и анионов в растворенном состоянии, низкомолекулярных органических соединений и других вредных примесей. Поскольку поток фильтрата прямо пропорционален площади поверхности мембраны и обратно пропорционален ее толщине, при проектировании обратноосмотических установок следует подбирать мембраны с максимально возможной площадью и минимально возможной толщиной на единицу объема аппарата.
Установка обратного осмоса, представленная на рис. 3, выполняет в системе замкнутого водооборота две важных задачи:
– обессоливание предварительно очищенных от дисперсных веществ сточных вод для возврата воды в гальваническое производство на операции промывки деталей и приготовления растворов электролитов;
– снижает объем солесодержащих сточных вод, поступающих на выпарную установку, на 75 %, и, соответственно, значительно сокращает как капитальные затраты на приобретение выпарного аппарата, так и эксплуатационные затраты на электроэнергию.
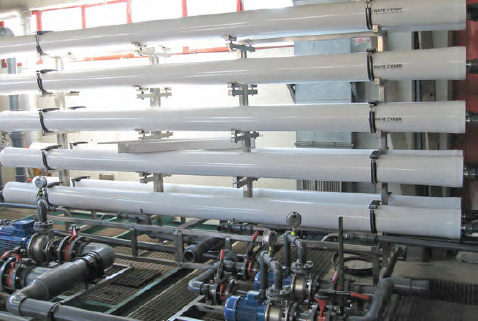 |
Рисунок 3. Обратноосмотическая установка обессоливания воды на ОАО «Московский НПЗ» (Москва) |
Надежность обратноосмотических установок повышается за счет установки резервного оборудования с возможностью его многофункционального использования, оптимизации количества мембранных элементов в каждой секции аппарата. Установка оснащается компьютерной системой поиска отказавшего мембранного элемента и модуля [8].
В РФ при сборке установок обратного осмоса Технопарк РХТУ им Д. И. Менделеева и ФГУП «Исследовательский центр имени М. В. Келдыша» используют надежно зарекомендовавшие себя полимерные обратноосмотические ацетатцеллюлозные (АЦ) и полиамидные (ПА) мембраны производства Dow «Filmtec» и НТЦ «Владипор», а также корпуса высокого давления «Wave Cyber». На рис. 3. представлена типовая промышленная обратноосмотическая установка обессоливания воды [9].
Стоит отметить, что за последние годы наблюдается тенденция снижения рабочего давления для всех мембранных процессов, за исключением электродиализа. Ожидается, что рабочие давления, а следовательно, и стоимость мембранных установок будут и дальше снижаться по мере разработки новых мембран.
| Таблица 3 Сравнительные характеристики установок обратного осмоса |
||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Вакуумная выпарная установка
Выпаривание это процесс концентрирования жидких отходов методом частичного удаления растворителя (воды) испарением в процессе кипения. При выпаривании растворитель извлекается из объема раствора. Концентраты и твердые отходы, образующиеся при вакуумном выпаривании, гораздо дешевле и легче подвергаются последующей переработке, хранению и транспортировке.
Для солевого раствора, образующегося в процессе мембранного концентрирования на обратноосмотической установке, получаемый при выпаривании дистиллят не только удовлетворяет ГОСТ 6709 «Дистиллированная вода», но и чище водопроводной воды, что позволяет его повторно использовать как в промывных ваннах, так и для приготовления электролитов [8].
Таким образом, использование вакуумных выпарных аппаратов в комплексе с электрофлотаторами и мембранными установками позволяет создавать системы оборотного водоснабжения, в которых до 95 % воды возвращается в технологический процесс. При этом значительно снижается плата за водопотребление и водоподготовку. Важно отметить, что при этом для очистки воды не требуется дополнительных химических реагентов.
Кроме того, получаемый в процессе выпаривания обезвоженный концентрат в 10–50 раз меньше исходного объема солевого раствора, что, соответственно, требует гораздо меньших затрат на его утилизацию.
Основные технические особенности вакуумной выпарной установки (рис. 4):
– в испарителе концентрируется солевой раствор, поступающий с установки обратного осмоса. Даже при высокой исходной концентрации солей система работает надежно и безопасно;
– крайне высокое увеличение концентрации (влажность получаемого осадка после выпарной установки 40 %);
– сепаратор высокой мощности с отсутствием вращающихся частей, соприкасающихся с загрязненной жидкостью;
– быстрый запуск процесса испарения без электрического нагрева;
– работа в полностью автоматизированном режиме 24 ч в сут. (процесс выпаривания – 20 ч, автоматическая промывка – 4 ч) [10].
 |
Рисунок 4. Вакуумная выпарная установка |
Разработанная технология оборотного водоснабжения промышленных предприятий машиностроительного комплекса, разработанные базовые технологии очистки сточных вод, а также оборудование для их реализации полностью соответствуют международным стандартам управления качества серии ISO 9000 и их дополнениям ISO 14 000, российским нормативным документам СНиП 2.04.02–84 «Водоснабжение. Наружные сети и сооружения»; СНиП 2.04.03–85 «Канализация. Наружные сети и сооружения»; а также отраслевым стандартам. Разработка программных комплексов, программных средств обработки и анализа данных по мониторингу объема и состава сточных вод промышленного предприятия полностью соответствует требованиям Единой системы программной документации (ЕСПД) [11].
Приоритет по разрабатываемым технологиям принадлежит РХТУ им. Д. И. Менделеева. Научно-исследовательский подход специалистов Российского химико-технологического университета им. Д. И. Менделеева к разработке технологий позволяет находить более эффективные и экологически безопасные решения в области инженерной экологии.
Литература
1. СанПиН 2.1.4.1074–01. Питьевая вода. Гигиенические требования к качеству воды централизованных систем питьевого водоснабжения. Контроль качества.
2. ГОСТ 9.314–90. Вода для гальванического производства и схемы промывок. Общие требования.
3. Перечень рыбохозяйственных нормативов: предельно допустимые концентрации (ПДК) и ориентировочно безопасные уровни воздействия (ОБУВ) вредных веществ для воды водных объектов, имеющих рыбохозяйственное значение.
4. Reference Document on Best Available Techniques for the Surface Treatment of Metals and Plastics. Edificio EXPO, c/Inca Garcilaso s/n, E-41092 Sevilla – Spain.
5. Колесников В. А., Капустин Ю. И. и др. Электрофлотационная технология очистки сточных вод промышленных предприятий / Под ред. В. А. Колесникова. М., 2007.
6. Колесников В. А., Меньшутина Н. В. Анализ, проектирование технологий и оборудования для очистки сточных вод. М., 2005.
7. Колесников В. А., Мешалкин В. П. и др. Технологические процессы и системы водоочистки экологически безопасных гальванических производств: Уч. пособие. М., 2001.
8. Островский Г. М., Абиев Р. Ш. и др. Новый справочник химика и технолога. Процессы и аппараты химических технологий. Часть II. СПб, 2006.
9. Десятов А. В., Баранов А. Е. и др. Опыт использования мембранных технологий для очисткм и опреснения воды / Под ред. А. С. Коротеева. М., 2008.
10. www.h2o-gmbh.com.
11. Колесников В. А., Вараксин С. О., Матвеева Е. В. Создание системы питьевой воды производительностью до 50 м3/ч для малых населенных пунктов // Чистая вода: проблемы и решения. 2009. № 1.

Статья опубликована в журнале “Сантехника” за №2'2010





Подписка на журналы


