







Модернизация очистных сооружений гальванических производств
Гальванические покрытия используются практически во всех отраслях промышленности. Несмотря на существенные различия в технологии металлопокрытий различных изделий, все они создают в процессе эксплуатации отходы, которые могут находиться в жидком, твердом, пастообразном или газообразном состоянии, представляя собой различную степень опасности и токсичности для окружающей природной среды и человека.
Модернизация очистных сооружений гальванических производств
Капля воды дороже алмаза.
Д. И. Менделеев
Гальванические покрытия используются практически во всех отраслях промышленности. Несмотря на существенные различия в технологии металлопокрытий различных изделий, все они создают в процессе эксплуатации отходы, которые могут находиться в жидком, твердом, пастообразном или газообразном состоянии, представляя собой различную степень опасности и токсичности для окружающей природной среды и человека.
Ежегодно для промывки изделий в процессах нанесения гальванических покрытий расходуется не менее 650 106 м3 чистой воды. Ежегодно при промывке изделий из рабочих ванн выносится не менее 3300 т цинка, 2400 т никеля, 2500 т меди, десятки тысяч тонн других металлов, кислот и щелочей.
Источниками загрязнения окружающей среды в гальванотехнике являются не только промывные воды, но и отработанные концентрированные растворы. Выход из строя рабочих растворов происходит по причинам накопления в электролитах посторонних органических и неорганических веществ и нарушения соотношения основных компонентов в гальванических ваннах. Сбросы отработанных растворов по объему составляют 0,2–0,3 % от общего количества сточных вод, а по общему содержанию сбрасываемых загрязнений достигают 70 %. Залповый характер таких сбросов нарушает режим работы очистных сооружений, приводит к безвозвратным потерям ценных материалов.
Попадание неочищенных или недостаточно очищенных сточных вод и других видов отходов, содержащих цветные металлы, в водные объекты наносит ущерб окружающей среде и народному хозяйству и не только из-за потерь используемых в производстве металлов, но и вследствие огромного негативного их воздействия на окружающую среду. Так, по данным Москомприроды, в Москве за сутки из-за использования устаревших и/или несовершенных технологий очистки сточных вод и осадков, сбрасывается в канализацию и затем поступает на городские очистные сооружения более 100 тыс. м3 жидких отходов, содержащих около 18 т цветных металлов. В списке городов РФ Москва числится одним из городов с высокой степенью загрязнения воздуха, воды и почвы [1].
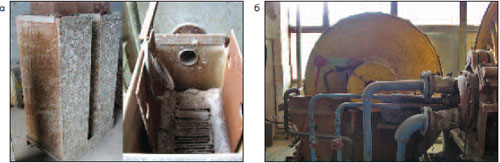 |
Рисунок 1. Старые очистные сооружения предприятия а – электрокоагуляторы; б – барабанные вакуум-фильтры |
В Центральном районе Тулы с проблемой очистки сточных вод гальванического производства столкнулось одно из старейших промышленных предприятий (наименование предприятия в статье не упоминается по просьбе его руководства).
Существующие очистные сооружения данного предприятия, основанные на технологиях отстаивания, электрокоагуляции и обезвоживания осадка на барабанных вакуум-фильтрах, устарели как морально, так и физически, не позволяя достигнуть даже нормативов качества питьевой воды СанПиН 2.1.4.1074–01 по содержанию ионов тяжелых металлов в процессе очистки.
Согласно закону № 7-ФЗ «Об охране окружающей среды» (ст. 36) при проектировании зданий, строений, сооружений и иных объектов в обязательном порядке должны применяться наилучшие доступные технологии (НДТ) [2], способствующие охране окружающей среды, восстановлению природной среды, рациональному использованию и воспроизводству природных ресурсов. В связи с этим имеет большое значение выбор очистного оборудования, удовлетворительного как по производительности и эффективности очистки, так и по капитальным и эксплуатационным затратам [3].
Наиболее прогрессивными на сегодняшний день являются мембранные, флотационные и вакуумно-дистилляционные технологии очистки сточных вод.
При этом капитальные и эксплуатационные затраты на внедряемые технологии и очистное оборудование должны быть оптимально-минимальными, поскольку в конечном итоге они включаются в себестоимость продукции гальванического производства.
Для решения поставленной задачи модернизации очистных сооружений специалистами Технопарка РХТУ им Д. И. Менделеева были предложены две наиболее эффективные и в то же время рентабельные технологические схемы очистки сточных вод на базе модульных установок очистки воды «МУОВ». Работа «МУОВ» основана на комбинировании процессов электрофлотации (ЭФ), фильтрации и сорбции (ФС), мембранного разделения. Отличительные особенности установок «МУОВ»:
– высокая эффективность очистки сточных вод смешанного состава (ионы тяжелых металлов + фосфаты + ПАВ + нефтепродукты) – до 99,9 %;
– высокая производительность: на 1м2 оборудования – 4м3/ч очищенной воды;
– отсутствие эксплуатационных затрат на замену стальных и/или алюминиевых анодов (по сравнению с электрокоагуляторами) и, соответственно, отсутствие вторичного загрязнения воды ионами железа и/или алюминия;
– отсутствие энергозатрат на обезвоживание флотошлама при применении рамных фильтр-прессов в сочетании с диафрагменными насосами, работающими на сжатом воздухе от заводской магистрали (по сравнению с барабанными вакуум-фильтрами);
– простота и надежность эксплуатации, отсутствие сменных элементов, автоматический режим работы очистных сооружений;
– высокая экологическая безопасность.
Рассмотрим особенности разработанных технологических схем очистки сточных вод более подробно.
 |
Рисунок 2. Технологическая схема очистных сооружений гальванического производства №1 Е – накопительные емкости и усреднители; Р – реактор-флокулятор; Н – насосы; Д/НД – система дозирования; ЭФ – электрофлотационный модуль; КФ – механический фильтр; ФП – фильтр-пресс; ИФ – сорбционный и/или ионообменный фильтры |
Технологическая схема очистных сооружений (рис. 2) является сегодня классической для гальванических производств. Сточные воды проходят предварительную обработку и три стадии очистки. При наличии нескольких потоков сточных вод: кислотно-щелочные, хромсодержащие, циансодержащие, фторсодержащие – для обработки каждого потока предусматривается отдельный узел предварительного обезвреживания. Основные технологические особенности данной схемы очистки сточных вод:
– усреднение промывных вод в накопительных емкостях и пропорциональное дозирование отработанных концентрированных растворов электролитов для равномерной кинетики процесса очистки;
– обработка раствором флокулянта в реакторе-флокуляторе с целью интенсификации процесса очистки;
– высокоэффективная очистка воды в электрофлотаторе с получением пенного продукта (флотошлама) влажностью 94–96 %;
– обезвоживание флотошлама на рамном фильтр-прессе до 70 %;
– тонкая фильтрация воды на механическом фильтре 5–20 мкм;
– глубокая очистка воды от следовых концентраций ионов тяжелых металлов в растворенном (ионном) состоянии на сорбционных и/или ионообменных фильтрах до требований ПДК.
Данная технология очистки воды от тяжелых металлов, ПАВ, нефтепродуктов и взвешенных веществ является наиболее бюджетной и рекомендуется специалистами Технопарка РХТУ им. Д. И. Менделеева к внедрению в регионах РФ с жесткими требованиями ПДК по сбросу в водные объекты.
Более высокотехнологичной является схема очистных сооружений (рис. 3), благодаря применению мембранных технологий на финишной стадии очистки.
 |
Рисунок 3. Технологическая схема очистных сооружений гальванического производства №2 Е – накопительные емкости и усреднители; Р – реактор-флокулятор; Н – насосы; Д/НД – система дозирования; ЭФ – электрофлотационный модуль; КФ – механический фильтр; ФП – фильтр-пресс; УФ – установка ультрафильтрации |
Главные отличия данной схемы очистки сточных вод:
– направленность на создание системы оборотного водоснабжения на следующем этапе модернизации очистных сооружений;
– простота автоматизации и отсутствие возможности проскока следовых концентраций ионов тяжелых металлов при несвоевременной регенерации сорбционных фильтров;
– более низкие эксплуатационные затраты благодаря отсутствию необходимости периодической замены дорогостоящих сорбентов, приобретения реагентов для их регенерации, длительному сроку службы мембранных элементов в установке ультрафильтрации (УФ).
Рассмотрим технологические особенности оборудования очистных сооружений. Электрофлотационный модуль (электрофлотатор) является основным элементом системы очистки.
Электрофлотатор включает в себя: химически стойкий полипропиленовый корпус специальной конструкции, блоки нерастворимых электродов и пеносборное устройство. Электрофлотатор производительностью до 5 м3/ч представлен на рис. 4.
 |
Рисунок 4. Электрофлотатор производительностью |
Электрофлотационное оборудование является достаточно компактным, высокопроизводительным, значительно упрощает технологические схемы очистки воды, процессы управления и эксплуатации сравнительно просто автоматизируются. Весьма позитивным является тот факт, что при электрохимической очистке сточных вод, как правило, не увеличивается анионный (солевой) состав предварительно очищенной воды. При этом значительно снижается количество и влажность образующегося флотошлама [1].
Флотошлам после обезвоживания на фильтр-прессе может быть переработан в сырьевой продукт. Процесс сводится к растворению дисперсной фазы металлов в кислотном растворе, или элюате, полученном при регенерации катионита установки ионного обмена с образованием раствора соли металла высокой концентрации, и к последующему ступенчатому электролизу при различных плотностях тока и pH с использованием нерастворимых анодов [4]. Обезвоженный флотошлам также может быть сдан на утилизацию региональному предприятию по переработке твердых промышленных отходов.
Применение в системах очистки сточных вод установок ультрафильтрации сегодня является оптимальным решением при модернизации существующих и строительстве новых очистных сооружений.
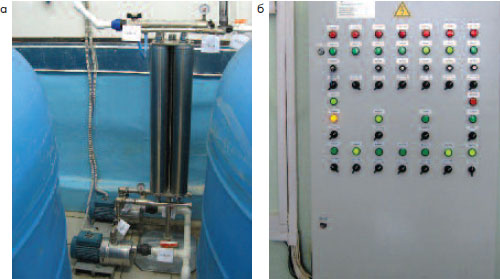 |
Рисунок 5. Новые очистные сооружения предприятия а – единичный модуль ультрафильтрации; б – щит управления |
Установка ультрафильтрации (УФ) производительностью 5 м3/ч состоит из четырех модулей на трубчатых керамических мембранах с диаметром пор 0,1–0,07 мкм. Установка работает в непрерывном режиме тангенциальной фильтрации с расходом на циркуляцию до 5 м3/ч. На мембранах задерживаются практически все остаточные взвешенные вещества. Регенерация мембран осуществляется при помощи обратной продувки сжатым воздухом из заводской магистрали. Концентрат УФ периодически возвращается на доочистку в электрофлотаторе. Фильтрат содержит растворимые соли, такие как Na2SO4, NaCl, NaNO3, и собирается в промежуточной емкости для корректировки pH перед сбросом в городскую канализацию. Результаты очистки сточных вод на новых очистных сооружениях гальванического производства предприятия представлены в сводной табл. 1.
| Таблица 1 Результаты очистки сточных вод |
|||||||||||||||||||||||||||||||||||||||||||||||||
|
Для сравнения в табл. 1. представлены физико-химические показатели качества питьевой воды (СанПиН 2.1.4.1074–01) [5] и значения остаточной концентрации ионов тяжелых металлов, рассчитанные из произведения растворимости (далее ПР) соответствующих малорастворимых соединений, в данном случае гидроксидов, образующихся при подщелачивании среды раствором едкого натра либо электрокоррекцией pH.
Расчет растворимости из данных по ПР производится следующим образом [6]:
где Сост – остаточная концентрация извлекаемых ионов в растворенном состоянии;
М – молярная масса ионов;
с – молярная концентрация ионов.

Однако присутствие в сточных водах гальванического производства посторонних ионов фоновых электролитов, в первую очередь Na2SO4, NaCl, Na2CO3, NaNO3 и др., может приводить к увеличению растворимости гидроксидов тяжелых металлов, увеличивая тем самым остаточную концентрацию иона металла в очищенной воде [3, 7].
Из многолетнего опыта специалистов Технопарка РХТУ им Д. И. Менделеева в области строительства и эксплуатации промышленных очистных сооружений, данных, представленных в табл. 1, и литературных источников видно, что добиться остаточного содержания ионов меди в очищенной воде менее 0,1 мг/л даже при внедрении современных технологий очистки (НДТ) практически невозможно. Кроме того, требования ПДК по сбросу в городскую канализацию г. Тула превышают значения остаточной концентрации ионов тяжелых металлов, рассчитанные из произведения растворимости по ионам меди, цинка и никеля, не говоря уже о разнице на несколько порядков с физико-химическими показателями качества питьевой воды (СанПиН 2.1.4.1074–01).
Принципиальная невозможность выполнения нормативных требований к качеству сточных вод в регионах РФ даже при реализации самых современных технологий очистки превращает практически 100 % предприятий в нарушителей природного законодательства и полностью лишает их стимула добиваться улучшения экологической ситуации. Необоснованно жесткие и невыполнимые требования, несправедливая плата за загрязнение, штрафы и санкции ставят предприятия на грань банкротства.
| Таблица 2 Капитальные затраты на приобретение оборудования для очистных сооружений производительностью 5 м3/ч |
|||||||||||||||
|
|||||||||||||||
К стокам, сбрасываемым в водные объекты, и даже к стокам предприятий, поступающим в городскую канализацию, повсеместно применяют требования перечня ПДК для рыбохозяйственных водоемов (либо значения близкого к ПДК РХ порядка), что фактически делает невозможным сбрасывать питьевую воду в сточные воды без очистки. Абсурдность требований очищать сточные воды предприятий до чистоты более глубокой, чем чистота питьевой воды, вряд ли может вызвать сомнения. Однако сегодня все требования к предприятиям по чистоте стоков фактически (хотя и в несколько завуалированной форме) сводятся к тому, чтобы стоки были значительно чище, чем вода, поступающая на предприятие. Еще одним важнейшим контраргументом применения ПДК для рыбохозяйственных водоемов к сточным водам предприятий является практическая невозможность достижения такой чистоты стоков ни одним из известных методов. «Практическая» в том смысле, что применение многих методов доочистки стоков делает функционирование промышленных предприятий экономически неоправданным [8].
Действительно, воду можно очистить до требований ГОСТ 9.314 (2 и 3 категории воды), применив мембранные технологии нанофильтрации и/или обратного осмоса, но при этом образуется от 25 до 33 % концентрированного солевого раствора, который потребуется утилизировать. Основной способ утилизации концентрированного солевого раствора – вакуумное выпаривание, о чем говорилось ранее в статье «Оборотное водоснабжение промышленных предприятий» [9]. Таким образом, можно создать систему оборотного водоснабжения гальванического производства с отсутствием сброса воды и, соответственно, платы за сброс и превышение ПДК. Но применение дорогостоящих вакуумно-дистилляционных установок (далее ВДУ), особенно в сложившейся в нашей стране экономической ситуации, является крайне нерентабельным, как по капитальным затратам на приобретение оборудования, так и по энергозатратам на его эксплуатацию.
Сравним стоимость стандартных очистных сооружений и стоимость ВДУ, которая должна быть добавлена к стоимости основных очистных сооружений при условии использования мембранной установки нанофильтрации и/или обратного осмоса для снижения объема раствора, требующего утилизации и непрерывной круглосуточной работы ВДУ (20 ч – выпаривание, 4 ч – автоматическая промывка ВДУ).
В настоящее время специалистами Технопарка РХТУ им. Д. И. Менделеева ведется подбор половолоконных ультрафильтрационных мембран и создание промышленных установок на их основе. Замена дорогостоящих керамических трубчатых мембран на недорогие половолоконные элементы позволит существенно снизить стоимость установок ультрафильтрации, без ухудшения качества очистки. В конечном итоге это приведет к общему снижению стоимости очистных сооружений тип № 2 (ЭФ+ФП+УФ) до уровня стоимости очистных сооружений тип № 1 (ЭФ+ФП+ФС).
Приоритет по разрабатываемым технологиям принадлежит РХТУ им. Д. И. Менделеева. Научно-исследовательский подход специалистов Российского химико-технологического университета к разработке технологий всегда позволяет находить более эффективные и экологически безопасные решения в области инженерной экологии.
Выводы
1. Произведено промышленное внедрение современных очистных сооружений, основанных на применении наилучших доступных технологий.
2. Показана принципиальная невозможность достижения региональных требований ПДК по ионам меди и, соответственно, ухода от уплаты штрафов за данное превышение без создания на предприятии системы оборотного водоснабжения.
3. Показано, что суммарная стоимость оборудования системы оборотного водоснабжения в 3–5 раз превышает стоимость оборудования современных очистных сооружений и в большинстве случаев является нерентабельной для промышленных предприятий.
4. Все это говорит о том, что необходимо существенно изменить систему управления качеством вод и водными ресурсами на федеральном и региональном уровнях, а также водное законодательство [8].
Литература
1. Колесников В. А., Меньшутина Н. В. Анализ, проектирование технологий и оборудования для очистки сточных вод. М., 2005.
2. Reference Document on Best Available Techniques for the Surface Treatment of Metals and Plastics. Edificio EXPO, c/Inca Garcilaso s/n, E-41092 Sevilla – Spain.
3. Виноградов С. С. Создание экологически безопасного гальванопроизводства на основе рационализации водоотведения и реагентного метода очистки стоков // Гальванотехника и обработка поверхности. 2009. № 3.
4. Колесников В. А., Ильин В. И., Кучеров А. А. Очистка сточных вод на металлургических предприятиях // Экология производства. 2010. № 3.
5. СанПиН 2.1.4.1074–01. Питьевая вода. Гигиенические требования к качеству воды централизованных систем питьевого водоснабжения. Контроль качества.
6. Зинченко А. В., Изотова С. Г., Румянцев А. В., Симанова С. А., Скрипкин М. Ю., Слободов А. А. Новый справочник химика и технолога. Химическое равновесие. Свойства растворов. М., 2004.
7. Колесников В. А., Капустин Ю. И. и др. Электрофлотационная технология очистки сточных вод промышленных предприятий / Под ред. В. А. Колесникова. М., 2007.
8. Виноградов С. С., Кудрявцев В. Н. Обоснованность и необоснованность применения разных перечней ПДК для стоков гальванического производства // Гальванотехника и обработка поверхности. 2002. № 2.
9. Павлов Д. В., Вараксин С. О., Колесников В. А. Оборотное водоснабжение промышленных предприятий // Сантехника. 2010. № 2.

Статья опубликована в журнале “Сантехника” за №3'2010





Подписка на журналы



