







Плюсы и минусы металлических труб
При проектировании сетей водоснабжения зданий большое значение приобретает выбор материала, при котором следует учитывать вид жидкости, условия эксплуатации сети, удобство монтажа, стойкость к механическому и коррозийному воздействию, безопасность, снижение уровня шума и теплопроводности.
Плюсы и минусы металлических труб
Зарубежный опыт.
Все приведенные в статье стандарты, нормативы, требования и т. д. даны без изменений и могут не иметь аналогов в России.
При проектировании сетей водоснабжения зданий большое значение приобретает выбор материала, при котором следует учитывать вид жидкости, условия эксплуатации сети, удобство монтажа, стойкость к механическому и коррозийному воздействию, безопасность, снижение уровня шума и теплопроводности.
Для изготовления труб могут применяться следующие материалы:
– чугун (серый и ковкий);
– сталь (черная, оцинкованная и нержавеющая);
– медь и медные сплавы (латунь, бронза);
– пластмасса.
Чугун
Чугун это сплав на основе железа, сходный некоторыми свойствами со сталью, но с более высоким содержанием углерода. В расплавленном состоянии из него можно легко делать любые отливки и в том числе, естественно, трубы. Обладая таким преимуществом, как легкоплавкость (и возможность легкого литья) и неплохая устойчивость к коррозии (что обеспечивает долговечность трубопровода), чугун вместе с тем очень тяжелый, не гнется, не варится и довольно хрупкий. Его характеристики можно улучшить путем термической обработки на ковкость. Такой обработке, в частности, подвергаются чугунные соединительные муфты, очень часто используемые на стальных трубопроводах. Чтобы сделать трубу, чугун расплавляют и отливают в специальные песочные формы или металлические раковины. В зависимости от особенностей литья чугун бывает серый и сфероидальный (более ковкий). Еще один процесс, используемый для производства, это центрифугирование. Оно позволяет получать трубы более легкие при той же прочности и с более гладкой внутренней поверхностью.
На рынке чугунных труб, бывших очень популярными в прошлом для отведения бытовых стоков, с появлением пластмассовых труб произошли серьезные изменения. Сегодня их применение ограничивается вертикальными участками канализационных сетей (бытовые и дождевые стоки), вентиляционными каналами, а также напорными водопроводными и канализационными трубами среднего и большого диаметра.
Чугунные сточные трубы применяются тогда, когда требуется обеспечить высокую пожарную безопасность, пониженный уровень шума и долговечность.
По сравнению с пластмассовыми, чугунные трубы, несмотря на гораздо больший вес и соответственно ограниченную маневренность, обладают значительно более высокой механической прочностью, стойкостью к воздействию высоких температур и низким коэффициентом расширения.
Для санитарных стоков сегодня наиболее предпочтительны чугунные трубы без оконечной «юбки» и с гладкими концами (стандарт UNI ISO 6594). Для соединения труб между собой используются специальные металлические муфты с уплотнительной манжетой из эластомерного материала, позволяющие быстро и легко монтировать и демонтировать трубопровод. Наряду с ними используются трубы с так называемыми «юбками» на концах, при монтаже которых для обеспечения водонепроницаемости требуется установка специальных кольцевых прокладок из эластомерного материала.
Для увеличения и без того высокой стойкости чугуна к коррозии, на трубы наносят специальное покрытие – защитную пленку с внутренней и внешней стороны. Следует иметь в виду, что и в обычном жилом доме наличие в стоках большого количества моющих средств существенно активизирует коррозийные процессы. Еще большее разрушительное действие оказывают на стоки сливы кухонь пунктов общественного питания, медицинских учреждений, лабораторий, промышленных предприятий и т. д. Чаще всего основу внутреннего покрытия труб составляет эпоксидная смола. Чем агрессивнее предполагаемая среда, тем большая требуется толщина покрытия трубопровода. Наружная сторона трубопровода красного цвета (или серого, если по трубе пропускается особо агрессивная вода), покрытие с добавлением состава, предохраняющего от ржавчины, или термопластичных смол.
В ассортименте трубного производства имеются трубы диаметром от 50 до 300, а также широкая гамма фитингов, включая колена с обычным и увеличенным радиусом, S-образные вставки, страховочные пояса (простые и двойные, одинаковые или пониженные), соединительные муфты, сифоны, инспекционные люки. Гамма труб с «юбкой» на конце охватывает диапазон диаметров от 50 до 150.
 |
Рисунок 1. Стальные трубы с резьбовыми концами |
Сталь
Среди основных преимуществ стальной трубы высокая механическая прочность, возможность использовать для соединения различные технологии. Стальная труба относительно легко гнется, ее можно сваривать. Элементы значительной длины легко скрепляются герметичными соединениями, что позволяет в короткие сроки осуществлять прокладку трубопровода. С другой стороны, у стали есть свои недостатки. Это большой вес и подверженность коррозии.
Стальные трубы в зависимости от способа производства делятся на две основные категории: сварные и несварные. Первые производятся специальными протяжными станами, в которых стальные слитки или прутки проходят горячую обработку (1300 °С): в начале пруток перфорируется, затем калибруется под установленный тип трубы и наконец доводится до нужного диаметра и толщины стенок. Есть и другая технология горячего производства несварных труб – методом экструзии.
 |
Рисунок 2. Формование сварной стальной трубы |
Сварные трубы – установленного диаметра и толщины – изготавливаются из листовой стали, толщина которой определяется в зависимости от требуемой толщины готовой трубы, а ширина равна длине ее окружности. Производственный процесс непрерывный. Лист в рулоне разматывается, отрезается по длине, формуется в трубу путем сгибания продольных краев, которые затем соединяются один с другим методом сварки. Существуют два вида производства: холодная катка (ERW), когда выполняется электрическая сварка с использованием электрода, и горячая катка (метод Fretz Moon), при которой края трубы нагреваются до температуры плавления, после чего соединяются простым нажатием.
Монтажные соединения при укладке стального трубопровода выполняются несколькими способами:
– соединение завинчиванием (трубы с резьбовыми соединениями комплектуются резьбовыми муфтами или различного рода фитингами), непроницаемость соединения обеспечивается за счет использования пеньковой или тефлоновой уплотнительной прокладки;
– автогенная сварка (трубы с гладкими концами);
– фланцевые соединения (на концах трубы фланцы с болтовым креплением).
Поскольку обычная стальная труба (так называемая черная труба) подвержена коррозии, на этапе производства трубы могут проходить специальную обработку, повышающую их устойчивость к воздействию внешней и внутренней среды. Для трубопровода открытой прокладки наиболее распространенной является горячая оцинковка: для этого трубу погружают в цинковую ванну. Таким образом наносится защитное покрытие и изнутри, и снаружи. В этой связи необходимо упомянуть о недавно появившейся новой технологии оцинковки, которая дает наличие свинца в покрытии менее 0,005 % или в 100 раз меньше максимально допустимого уровня, установленного декретным постановлением Министерства здравоохранения № 174 от 06.04.2004 года в отношении материалов, используемых для доставки воды, предназначенной для употребления людьми.
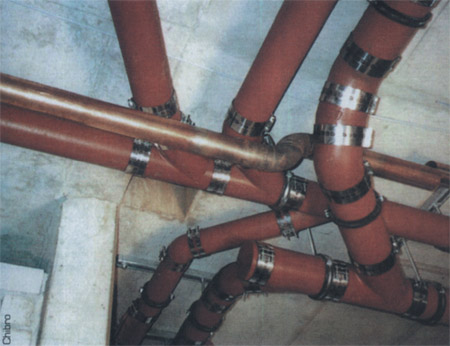 |
Рисунок 3. Канализационная система из чугунных труб |
Вторая система защиты состоит в нанесении на трубу эпоксидного или полиэтиленового покрытия.
А вот для защиты трубопровода, закапываемого в грунт, применяются обычно битумные покрытия высокой плотности.
В гармонизированных нормативных документах стальные трубы классифицируются следующим образом.
Газовые трубы называются так потому, что изначально применялись для доставки газа в бытовые газоразборные точки, теперь они широко используются на сетях холодного и горячего водоснабжения, отопления и газораспределения. Иногда при наличии соответствующего защитного покрытия применяются даже в закапываемых трубопроводах. В свою очередь, различают газовые сварные и несварные трубы. Чаще всего диаметр таких труб выражается в дюймах.
При равных диаметрах они могут иметь различную толщину и соответственно различную прочность. По прочности (в соответствии с регламентом EN 10255) делятся на легкие, средние и тяжелые. Диаметр легких (наиболее популярных среди потребителей) труб варьируется в диапазоне от 3/8'' до 4'', средних и тяжелых – от 3/8'' до 6''. Выбор одной из трех категорий делается с учетом предусмотренного номинального рабочего давления жидкости в трубопроводе: допустимый предел для трех категорий составляет соответственно 10, 16 и 25 бар. Концы труб могут иметь резьбу (в комплекте с резьбовой муфтой или без нее, резьба коническая или цилиндрическая), если предполагается, что при укладке их соединение будет выполняться через муфты или различные фитинги, либо оставаться гладкими, иногда с фаской на торцах, если предполагается соединение торцевой сваркой. Трубы могут поставляться «черными» или оцинкованными, или с иным защитным покрытием.
 |
Рисунок 4. Виды сварных соединений стального трубопровода а – соединение цилиндрической «юбкой»; б – соединение сферической «юбкой»; в – соединение торцевой сваркой |
Гладкие коммерческие трубы общего назначения изготавливаются без использования сварки (регламент EN 10216–1), внешний диаметр до 610 мм, с наружной оболочкой из эпоксидной смолы до 219 мм вместе с покрытием либо сварные (регламент UNI 7288). По сравнению с газовыми трубами такого же диаметра имеют меньшую толщину. Сфера применения – подающие каналы и различные конструкции без особых требований. Иногда их называют «бойлерные трубы», поскольку их часто используют в отопительных сетях, в которых они имеют преимущество перед газовыми трубами за счет более широкой гаммы типоразмеров и меньшего веса. Трубы данной категории применяются также для строительства сточных трубопроводов.
Трубы водопроводные (регламент EN 10224) и газопроводные (регламент EN 10208–1). Номинальный диаметр варьируется в диапазоне от 40 до 700 мм, толщина стенок от 2,6 до 10,3 мм. Производятся без использования сварки (вся гамма) или сваркой (диаметр до 200 мм). В соответствии с назначением поставляются как «черные», гладкие, с внешней оболочкой из полиэтилена и внутренней битумной грунтовкой. Концы могут быть прямые либо с фаской, либо с посадочной «юбкой» (цилиндрической или сферической). Для подключения к газовой магистрали могут применяться трубы диаметром от 15 до 100, как сварные, так и несварные.
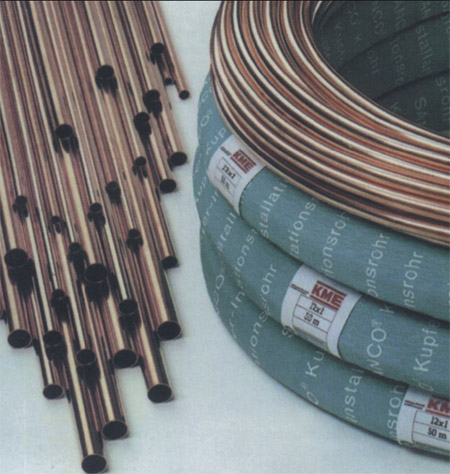 |
Рисунок 5. Медные трубы отрезные и в бухте |
Обозначение труб
В соответствии с требованиями стандарта UNI 5634/97 «Системы идентификации трубопроводов и подающих каналов жидкотекучих тел», в гражданских и промышленных сетях тип транспортируемой жидкости должен обозначаться цветом трубопровода. С этой целью стальные трубы еще на заводе горячим способом окрашиваются цветной эпоксидной смолой, что избавляет подрядную организацию от необходимости заниматься покраской при монтаже и позволяет легко и безошибочно идентифицировать любой уложенный трубопровод. Используемые опознавательные цвета: красный (гражданские, промышленные и противопожарные сети от 12,7 до 254 мм), желтый (газ метан, от 19,05 до 101,6 мм) и зеленый (гражданские или промышленные распределительные сети, от 12,7 до 101,4 мм).
Нержавеющая сталь
Сталь, называемая нержавеющей, является высоколегированной сталью, в составе которой основная добавка – хром, потом идут остальные элементы (никель, молибден, медь, титан). Ее основная характеристика – высокая стойкость к коррозии. Такая сталь обеспечивает максимально возможную гигиеничность продуктов, с которыми она контактирует.
Трубопровод из нержавеющей стали успешно противостоит обычному изнашиванию и хотя стоимость такой сети выше, срок ее эксплуатации больше. Кроме того, если выбрать такую сеть, можно сэкономить значительные средства при существенно меньшей стоимости рабочей силы, поскольку сроки укладки такого трубопровода значительно меньше (если использовать системы прессовой посадки) и практически отсутствуют расходы на техническое обслуживание.
С учетом скорости укладки трубопровода из нержавеющей стали не слишком большого диаметра, общая стоимость работ сопоставима со стоимостью работ на трубопроводе из других материалов. Следует иметь в виду, что нержавеющая сталь фактически не совсем нержавеющая. Появление очагов коррозии возможно главным образом там, где водопроводная вода содержит много хлора. Но все равно такие трубы не подвержены общей коррозии, и если в них вернуть воду с низким содержанием хлора, образовавшиеся очаги ингибируются, а материал вновь обретет устойчивость к коррозии.
Разъедающее действие хлорсодержащей воды проявляется только в случае, если содержание хлора в ней превышает обычную концентрацию для питьевой воды. Следует также учитывать, что наиболее подвержены коррозии участки, на которых производится непосредственный ввод хлора для дезинфекции водопроводной воды. В этих случаях в качестве профилактической меры можно выполнять тщательную промывку водоподготавливающего оборудования. Водопроводные трубы из нержавеющей стали производятся классическим способом: листовая сталь, нарезанная на заготовки определенной ширины, продольно загибается, варится и калибруется. Соединение труб при прокладке сети выполняется круговым методом электрической или дуговой сварки с тугоплавким электродом в инертном газе или при помощи металлических соединительных муфт. Особого внимания заслуживает прессовое соединение.
Прессовое соединение
Это такое крепление труб, при котором перманентное соединение отдельных элементов осуществляется холодным способом при помощи электромеханического зажима (колодочного типа) прессованием соединительной муфты, предварительно установленной между концами двух труб.
В результате в зоне прессования появляется согласованная деформация соединяемых элементов, предотвращающая их прокручивание и расхождение. Для обеспечения полной герметичности при прессовании муфты используются уплотнительные кольца.
Труба вводится в муфту до кольцевой выштамповки, затем муфта запрессовывается по линии уплотнительного кольца. Образующаяся таким образом компрессионная деформация обеспечивает механическую прочность соединения, а установленное уплотнение – его герметичность.
Эффективность таких соединений определяется регулируемой деформацией оконечных участков труб в соединительной муфте.
На практике такая система соединения отличается высокой скоростью монтажа и при более высокой стоимости материалов позволяет существенно экономить на стоимости рабочей силы, не говоря о том, что такая технология никак не загрязняет трубопровод отходами сварки.
;) |
Рисунок 6 (подробнее)
Прессовое соединение |
Медь
Сегодня медные трубы пользуются наибольшей популярностью при организации сантехнических сетей, бытовых распределительных газовых сетей, систем отопления и кондиционирования.
Обладая бактериостатическими свойствами, медные трубы хорошо подходят для трубопровода с водой питьевого качества, кроме того, они очень устойчивы и хорошо держат увеличение давления, иногда возникающее в водопроводной сети. Высокая температура плавления (1083 °С), механическая прочность, отличная теплопроводность делают его идеальным материалом для отопительных сетей, в особенности для систем на основе излучающих напольных или стеновых панелей, при этом при соответствующей наружной теплоизоляции он успешно применяется на сетях горячего водоснабжения. В газовых распределительных сетях медный трубопровод особенно ценится за непроницаемость и прочность, что обеспечивает общую надежность и безопасность системы. К этим замечательным свойствам следует добавить долговечность, отсутствие загрязняющего действия на окружающую среду и 100%-ую утилизацию.
Трубы для инженерных сетей без использования сварки изготавливаются практически из чистой меди. Для этого прутки из отлитой плавленой меди проходят сначала через экструзию, затем следуют ламинация и протяжка.
Различают два типа труб, отличающихся видом термообработки, которой они подвергаются:
– медь, упроченная нагартовкой (механическая прочность 30 кг/мм2, растяжение 5 %): трубы общего назначения, диаметр в диапазоне от 22 до 54 мм, поставляются отрезными прутками длиной 5 м;
– медь проваренная (механическая прочность 21 кг/мм2, растяжение 45 %): более ковкие трубы и в силу этого более технологичные, диаметр варьируется от 6 до 22 мм, обычно поставляется в бухтах длиной 50 м.
Трубы можно соединять между собой без фитингов, используя пайку или сварку. При креплении посредством муфт (медных или из медных сплавов) часто используется «капиллярное соединение» – особый вид пайки, при котором присадочный металл при очень высокой температуре плавления проникает в силу эффекта капиллярности в зазор между предварительно нагретыми концами труб и муфтой. Разъемные соединения выполняются при помощи резьбовых муфт и используются чаще всего для подключения к сантехнической сети санитарных приборов либо для соединения со стальным трубопроводом. Еще один способ – использование разборных механических муфт, у которых непроницаемость обеспечивается компрессией двуконуса или уплотнителя. Только на трубах большого диаметра для разъемных соединений используются фланцы с болтовым креплением.
На этапе производства медная труба может подвергаться дополнительной обработке для использования на трубопроводах специального назначения. Это, в частности, могут быть трубы повышенной стойкости к коррозии с заводским покрытием из ПВХ, трубы с полиэтиленовой оболочкой, а также трубы с внутренним оловянным покрытием. Последние применяются в особых случаях, когда в силу особых характеристик водопроводной воды использование обычных медных труб не рекомендуется, при этом соединения необходимо выполнить методом прессовой посадки. Латунь (сплав меди и цинка) используется при изготовлении конструкций вентиляционных каналов.
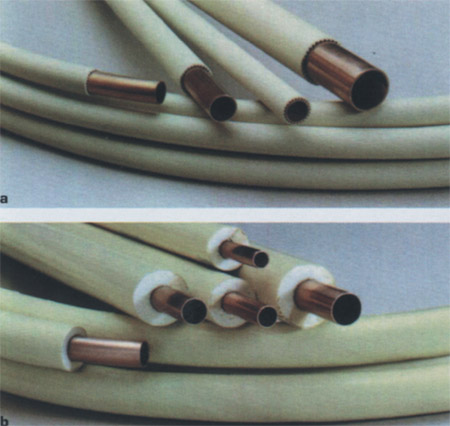 |
Рисунок 7. Медные трубы повышенной стойкости к коррозии с заводским покрытием а – с ПВХ-оболочкой; б – с покрытием из пенополиуретана (РЕ) |
Перепечатано с сокращениями из журнала RCI № 6/2006
Перевод С. Н. Булекова
Техническое редактирование В. Н. Исаева

Статья опубликована в журнале “Сантехника” за №5'2006



Статьи по теме


Подписка на журналы



